Why Alumina Safety Matters in Industrial and Technical Applications
Alumina, also known as aluminum oxide, corundum, or alumina derived from bauxite, is a widely used high-performance ceramic material. It is present in industrial manufacturing systems, electronic components, medical devices, and daily-use products.
Because alumina is used in applications involving direct human contact, high temperatures, and long service lifetimes, questions regarding its safety are common. This article evaluates whether alumina is non-toxic by examining its chemistry, toxicology, production methods, and real-world engineering use cases.
What Alumina Is, Composition, Phases, and Key Material Properties
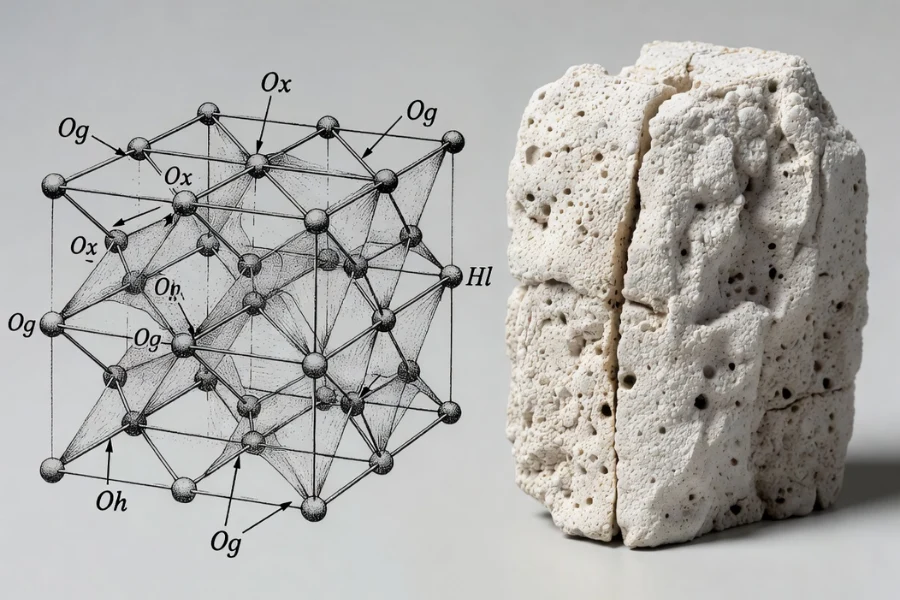
Alumina has the chemical formula Al₂O₃. It occurs naturally in minerals such as bauxite, corundum, gibbsite, and diaspore and is also produced synthetically for industrial and technical applications.
Common alumina forms include alpha-Al₂O₃ produced by high-temperature calcination, beta-Al₂O₃ used in specialized electrochemical systems, gamma-Al₂O₃ as a transitional porous phase, and aluminum hydroxide Al(OH)₃ as a precursor material.
Alumina is characterized by a melting point above 2,000°C, high hardness, chemical inertness, low water solubility, and strong electrical insulation. These properties explain its widespread use in environments requiring thermal, chemical, and mechanical stability.
Is Alumina Toxic, What Toxicology Studies Actually Show
From a toxicological standpoint, alumina is generally classified as a non-toxic and chemically inert material. Regulatory agencies and occupational health organizations do not identify aluminum oxide as a substance with acute systemic toxicity.
Short-term contact with solid alumina ceramics does not present known health risks. Under long-term or high-concentration exposure conditions, risk considerations differ depending on physical form and exposure route.

Peer-reviewed toxicology studies and occupational exposure assessments report that alumina dust is classified as a nuisance dust under occupational exposure standards, inhaled particles are largely cleared from the lungs over time, and no conclusive evidence supports carcinogenicity or systemic toxicity. Findings on fibrotic effects remain inconsistent and are typically associated with prolonged high-level dust exposure.
In finished ceramic components, exposure risk is effectively negligible, as alumina is fully sintered, insoluble, and not respirable. From an engineering perspective, alumina is regarded as a non-toxic material when used in solid or controlled industrial forms.
Where Alumina Is Used and Why Its Safety Is Critical
Alumina is applied across industries where material stability and long-term reliability are required.
Industrial uses include refractory linings, abrasives, polishing compounds, and catalyst carriers. In electronics, alumina is widely used for insulating substrates, circuit boards, semiconductor packaging, and ceramic heating elements.
Medical applications include artificial bone components, joint bearings, dental restorations, and implant structures. These uses rely on alumina’s biological inertness and wear resistance. Protective applications include armor plates and ballistic components, while consumer-facing uses include sapphire glass and cookware coatings. Alumina is also widely applied in environmental filtration and water treatment systems.
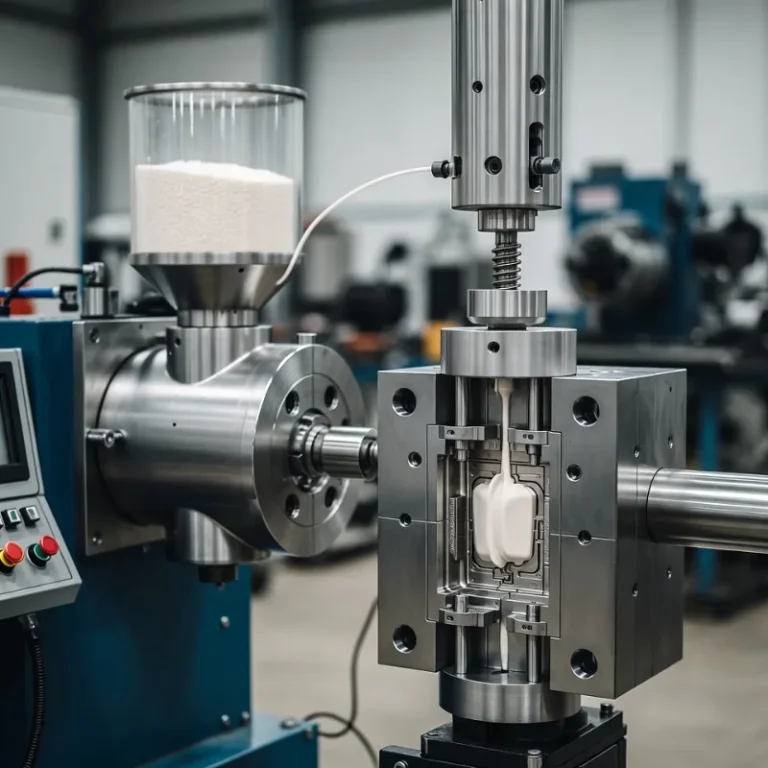
In industrial practice, alumina components used in these applications are typically produced under controlled sintering and quality systems, such as those applied by C-CERAMIC when manufacturing custom technical ceramic parts for high-temperature and electrical environments.
Activated Alumina, Safety Considerations and Functional Performance
Activated alumina is a porous form of aluminum oxide with a surface area exceeding 300 m² per gram. Its internal pore structure provides high adsorption efficiency for moisture and dissolved contaminants.
Regulatory guidance and industrial safety data indicate that activated alumina is non-toxic. During handling, inhalation of fine dust may cause respiratory irritation, which places it under standard industrial dust control requirements. In service conditions, activated alumina presents minimal health risk.
Activated alumina is commonly used for water treatment, compressed air drying, gas purification, pharmaceutical moisture control, and electronic component protection. The material can be regenerated by heating to approximately 200°C and can adsorb moisture up to 20 percent of its own weight.
Nano Alumina Safety, Environmental and Plant-Based Research Findings
Environmental and plant-based studies examining nano-scale alumina indicate low toxicity under controlled exposure conditions. Research on plant models shows no inhibition of growth, no oxidative stress induction, and no membrane damage when exposed to nano alumina at typical concentrations.
Observed behavior indicates surface adsorption at plant roots with limited translocation into tissues. Unlike aluminum ions, nano alumina does not disrupt cellular processes under studied conditions. Current research supports low ecological risk when exposure remains within controlled industrial and environmental limits.
How Alumina Is Produced, From Bauxite to Industrial Powder
Alumina is primarily produced from bauxite ore, which typically contains 40 to 60 percent aluminum oxide. The Bayer process is the dominant industrial method and involves ore crushing, alkaline digestion, clarification, precipitation of aluminum hydroxide, and high-temperature calcination.
The final product is a white alumina powder that can be graded by purity and sodium content to meet specific industrial and technical requirements. For suppliers like C-CERAMIC, control over powder selection, calcination conditions, and downstream ceramic processing is critical to ensuring that alumina remains chemically stable and suitable for demanding industrial use.
High-Purity Alumina Grades and Their Technical Applications
High-purity alumina is categorized by purity level, including 3N at 99.9 percent, 4N at 99.99 percent, and 5N at 99.999 percent purity.
These materials are used in applications requiring precise material control, such as sapphire substrates for LEDs, ceramic coatings for lithium battery separators, rare-earth phosphors, and microelectronic ceramic components. High-purity alumina provides stable sintering behavior, chemical resistance, and consistent thermal performance.
Safe Handling Practices and Occupational Health Considerations
Safe handling guidelines focus on minimizing dust exposure and maintaining controlled storage conditions. Recommended practices include the use of dust masks, gloves, protective eyewear, and adequate ventilation during powder handling.
Storage conditions should be dry and sealed, with temperatures between 60 and 80°F and humidity below 70 percent. Disposal should comply with local environmental regulations and is typically managed through licensed industrial waste handlers.
Frequently Asked Questions
Is alumina toxic?
Alumina is classified as non-toxic and chemically inert by regulatory and occupational health agencies. In solid or sintered ceramic form, it does not react with biological systems or release aluminum ions. Under normal industrial and consumer use conditions, alumina does not present systemic toxicity or known long-term health risks.
Is alumina safe for human contact or food-related applications?
Alumina is not intended for consumption, but it is considered safe for food-contact applications. Regulatory guidance recognizes alumina ceramics and coatings as chemically stable and insoluble, meaning they do not leach harmful substances under normal use. Finished alumina ceramics are widely used in cookware, processing equipment, and medical environments.
Is alumina dust harmful?
Alumina dust can cause respiratory irritation if inhaled at high concentrations over extended periods. Occupational exposure standards classify it as a nuisance dust rather than a toxic substance. Proper ventilation, dust control, and personal protective equipment are recommended during powder handling. In finished ceramic components, inhalation exposure risk is negligible.
Is alumina harmful to plants or the environment?
Studies indicate that alumina, including nano-scale alumina, does not exhibit phytotoxicity at typical environmental exposure levels. Research shows particles tend to remain at root surfaces with limited uptake and do not induce oxidative stress or structural damage in plants. Environmental risk remains low under controlled industrial use conditions.
Which is more toxic, alumina or aluminum ions?
Aluminum ions are significantly more toxic than particulate alumina. Ionic aluminum is soluble and biologically active, allowing it to interfere with cellular processes. Alumina is chemically stable, insoluble, and has low biological availability, which explains its substantially lower toxicity.
What is activated alumina and is it safe?
Activated alumina is a highly porous form of aluminum oxide used for adsorption in water treatment and air drying systems. It is considered non-toxic under regulatory guidance. During handling, fine dust may cause respiratory irritation, so standard industrial dust controls are recommended.
Is alumina the same as aluminum?
Alumina and aluminum are not the same material. Aluminum is a metallic element, while alumina is a ceramic compound composed of aluminum and oxygen. Alumina is chemically inert and electrically insulating, whereas metallic aluminum is conductive and reactive, leading to very different applications.
Author and Technical Context
This article reflects the technical perspective of C-CERAMIC, a supplier of precision alumina and quartz ceramic components for industrial and engineering applications. The conclusions are based on material behavior observed through ceramic manufacturing, quality control, and application-specific evaluation.