What Ceramic Injection Molding Is and When It Is Used
Ceramic injection molding, or CIM, is an advanced ceramic manufacturing process that combines fine ceramic powders with injection molding technology. It is primarily used to produce complex, high precision ceramic components in medium to high production volumes.
In practice, CIM is typically chosen when three conditions must be met simultaneously. The part geometry is complex, dimensional consistency is critical, and the material must retain ceramic properties such as wear resistance, thermal stability, or electrical insulation after sintering.
Since its early use in spark plug components in the early 20th century, CIM has developed into a mature production method for technical ceramic parts that cannot be efficiently formed by pressing, casting, or extensive post machining.
How the Ceramic Injection Molding Process Works
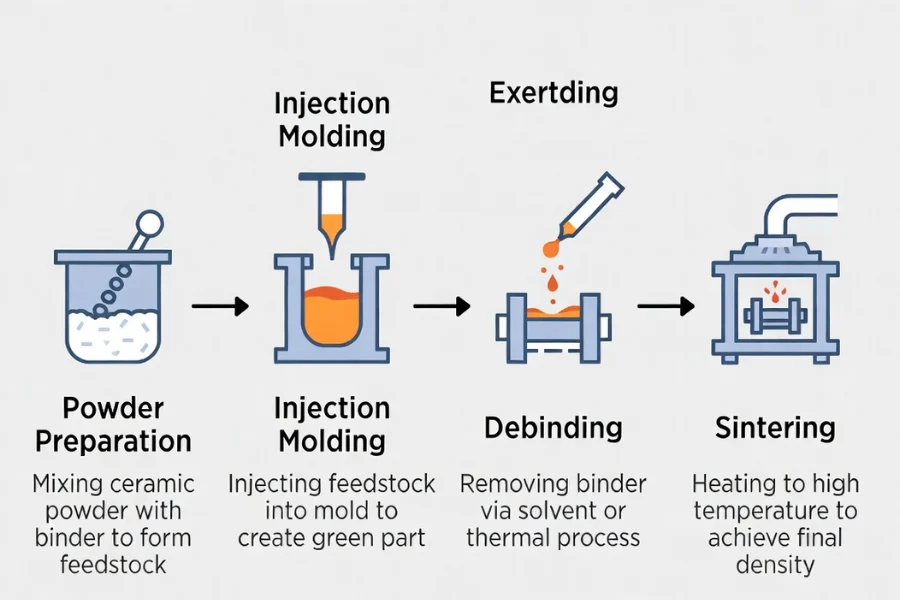
Powder Preparation and Feedstock Compounding
CIM starts with fine ceramic powders such as alumina, zirconia, or silicon carbide. These powders are compounded with thermoplastic binders including PP, PE, or POM to create a homogeneous feedstock.
Uniform powder dispersion is essential. In production, feedstock inconsistency is a common root cause of molding defects and density variation after sintering.
Injection Molding of Ceramic Feedstock
The feedstock is heated to a molten state and injected into a mold cavity under controlled pressure. Molds may be single cavity or multi cavity depending on volume requirements and dimensional tolerance targets.
Injection speed and pressure are adjusted to balance flow behavior and internal stress. Excessive shear or pressure often leads to hidden defects that only appear after sintering.
Debinding and Binder Removal
Debinding removes the organic binder from the molded green part through thermal or chemical methods. This step creates a porous structure while maintaining the molded geometry.
Debinding must proceed gradually. Rapid binder removal is a frequent cause of cracking or distortion before sintering.
High Temperature Sintering and Densification
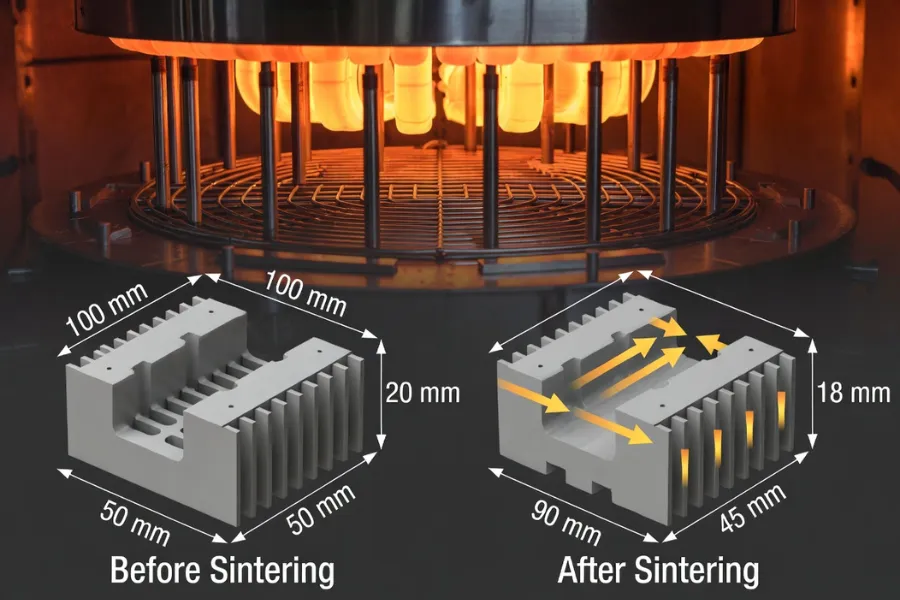
During sintering, ceramic particles bond and densify to form the final component. Shrinkage typically ranges from 15 to 20 percent and must be uniform.
In production, shrinkage control is usually the primary source of dimensional deviation. Mold compensation and sintering profiles are therefore developed together rather than independently.
Post Processing and Finishing Operations
Post processing may include polishing, coating, or limited machining. These steps are applied only when surface finish or tolerance requirements exceed what near net shape molding can deliver.
Why Ceramic Injection Molding Is Used for Complex Parts
Capability for Complex Geometries
CIM enables features such as threads, blind holes, undercuts, and thin walls. Wall thicknesses around 0.2 mm and fine features near 0.1 mm are achievable.
This capability allows engineers to design functional geometries that would be impractical or cost prohibitive using conventional ceramic forming methods.
High Precision and Consistency
CIM is a near net shape process with predictable dimensional behavior. Post sintering machining is often minimized or eliminated.
For medium to high volume production, CIM provides stable part to part repeatability that is difficult to achieve with machined ceramics.
Material Flexibility
CIM supports a wide range of technical ceramics including alumina, zirconia, silicon carbide, and silicon nitride. These materials offer combinations of hardness, wear resistance, corrosion resistance, electrical insulation, and biocompatibility.
Material selection is driven by functional requirements rather than geometric constraints.
Production Efficiency and Sustainability
CIM is highly automated and well suited for repeated production cycles. Material utilization is high, and unused feedstock can often be recycled.
Compared with traditional ceramic manufacturing, CIM generally reduces material waste and total energy consumption per finished part.
Broad Application Range
CIM components are used across aerospace, automotive systems, medical devices, dental applications, electronic equipment, energy systems, water treatment, and food processing machinery.
Limitations of Ceramic Injection Molding and How They Are Addressed
Equipment and Tooling Cost
Injection molding machines, molds, and sintering furnaces require significant upfront investment. These costs are best justified by medium to high production volumes.
For many CIM projects, rapid prototyping and pilot tooling are used to validate geometry and shrinkage behavior before production tooling is finalized.
Process Control Complexity
CIM requires precise control of injection parameters, debinding schedules, and sintering curves. Small deviations can result in dimensional drift or internal defects.
Consistent production typically depends on close coordination between material formulation, tooling design, and thermal processing.
Shrinkage Management
Sintering shrinkage is unavoidable and must remain uniform. Dimensional compensation is addressed during mold design and refined through trial production.
Multiple sintering iterations are often required during tooling validation to stabilize final dimensions.
Equipment Wear
Ceramic powders are abrasive and accelerate wear of screws, barrels, and mold cavities. Hardened alloys and wear resistant materials are standard for long term process stability.
Equipment and Mold Considerations for CIM Production
Injection Molding Machine Selection
Screws are commonly manufactured from high speed steel or carbide materials. Typical compression ratios range from 2.0 to 2.3, with a length to diameter ratio near 22:1.
Injection power is usually selected above minimum requirements to maintain stable flow control. Equipment suppliers with ceramic injection experience include Arburg, Haitian, Jibo, and Rigang.
Mold Design Requirements
Mold cores must use high hardness alloy steels. Runners and gates are generally larger to improve feedstock flow.
Effective venting is critical to prevent trapped gas. Cold runner systems are preferred, and cavity counts are often limited to maintain dimensional control.
Process Parameter Optimization
Injection speed is commonly staged, with slow filling at the gate followed by moderate cavity filling. Injection and holding pressures are controlled to limit internal stress.
Material and mold temperatures are balanced to improve flow without binder degradation or surface defects. Mold opening speed is kept low to protect fragile green parts.
Design and Production Path for CIM Components
Rapid Prototyping Phase
Rapid prototyping supports early design verification and functional evaluation. Methods include CNC machining of green blanks and rapid tooling.
This phase allows design feedback before committing to production tooling.
Low Volume Production
Low volume production supports market testing and initial supply. Output typically ranges from hundreds to several thousand components.
High Volume Production
Full production tooling enables output from tens of thousands to millions of parts. This stage focuses on dimensional stability, cost efficiency, and long term process reliability.
FAQ
What types of ceramic parts can be produced using CIM?
CIM is used to manufacture complex, high precision ceramic components with fine features and tight tolerances. Typical parts include gears, nozzles, electrical insulation components, medical and dental parts, and electronic packaging. The process is especially suitable for geometries that are difficult or uneconomical to form using pressing, casting, or extensive machining.
What level of dimensional accuracy can CIM achieve?
CIM typically achieves dimensional tolerances within ±0.3 percent after sintering. Actual accuracy depends on material behavior, part geometry, mold compensation, and process control. Tight tolerance applications often require iterative tooling validation to stabilize shrinkage and achieve consistent final dimensions.
Is CIM suitable for small batch production?
CIM is primarily optimized for medium to high volume production where tooling costs can be amortized. For small batch requirements, rapid prototyping, pilot tooling, or green part machining are commonly used to validate designs before committing to full production tooling.
What is the difference between CIM and metal injection molding?
CIM and metal injection molding share similar processing principles but use different materials. CIM uses ceramic powders to produce components with high wear resistance, corrosion resistance, and electrical insulation. Metal injection molding uses metal powders and emphasizes ductility, toughness, and electrical conductivity.
What surface finish can be achieved with CIM?
Typical surface roughness for CIM parts ranges from Ra 0.4 to 1.6 μm after sintering. Surface quality depends on powder size, mold finish, and process stability. Additional polishing or finishing operations can be applied when tighter surface requirements are necessary.
How is dimensional consistency ensured in CIM production?
Dimensional consistency in CIM production is achieved through controlled feedstock formulation, optimized mold design, and tightly managed injection, debinding, and sintering parameters. Continuous inspection and process feedback are used to minimize variation and stabilize long term production performance.
About Technical Ceramic Supply and Manufacturing Support
For engineers evaluating CIM as a production route, supplier experience with ceramic materials, feedstock consistency, and dimensional control plays a critical role in overall project stability.
C-CERAMIC supports industrial and research customers with technical ceramic materials such as alumina, zirconia, silicon carbide, silicon nitride, and aluminum nitride, along with custom ceramic components for high temperature, wear resistant, and electrically demanding applications. Its involvement in CIM related projects focuses on material performance, structural ceramic components, and application specific technical support.